
The Critical Role of High-Temperature Resistant Materials in Modern Industry
In the landscape of advanced manufacturing, the demand for materials capable of withstanding extreme conditions has never been more critical. Industries ranging from aerospace to chemical processing face persistent challenges: equipment degradation under corrosive environments, material failure at elevated temperatures, and contamination risks in food-grade applications. Traditional materials frequently fall short, creating costly downtime and safety hazards that can cripple production efficiency.
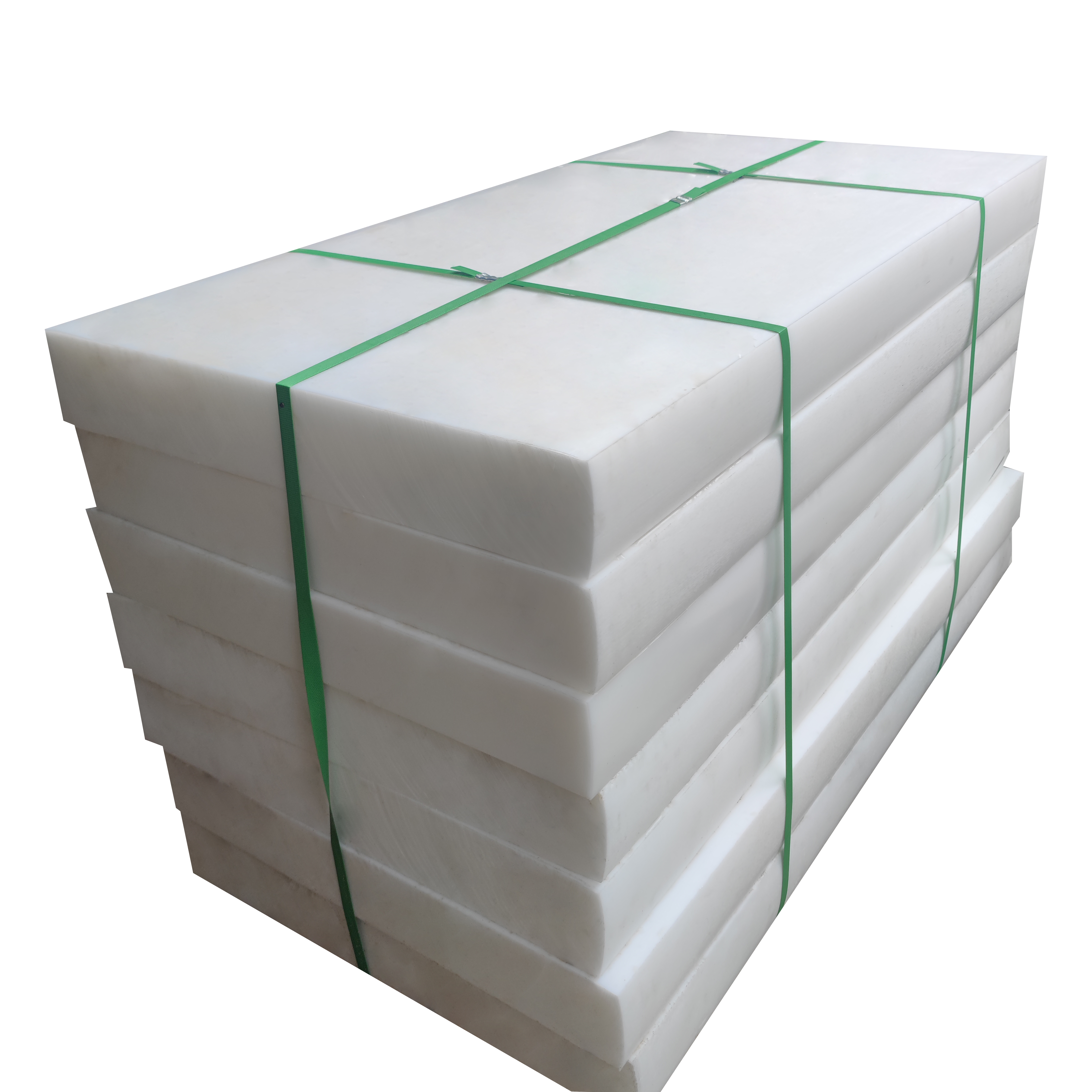
PTFE (Polytetrafluoroethylene), commonly known as Teflon, has emerged as the definitive solution for these industrial pain points. This fluoropolymer material offers an unparalleled combination of thermal stability, chemical inertness, and non-stick properties that make it indispensable for high-performance applications. However, not all PTFE products are created equal—the manufacturing quality, material purity, and processing capabilities determine whether a PTFE sheet truly delivers on its promise.
Understanding PTFE's Exceptional Material Properties
What sets PTFE apart from conventional engineering plastics is its molecular structure. The carbon-fluorine bonds create an exceptionally stable polymer chain that resists chemical attack and maintains integrity across temperature extremes. This translates into several critical performance characteristics that industrial engineers prioritize.
Thermal endurance stands as PTFE's most celebrated attribute. The material operates effectively in continuous service temperatures up to 260°C (500°F), a threshold that causes most polymers to soften, deform, or decompose. This capability makes PTFE the material of choice for gaskets, seals, and insulation components in high-temperature processing equipment where traditional rubber or plastic alternatives would fail catastrophically.
Chemical resistance represents another fundamental advantage. PTFE demonstrates near-universal inertness to acids, bases, solvents, and industrial chemicals. In chemical processing facilities where equipment contacts aggressive substances daily, this resistance prevents material degradation, contamination, and the costly equipment replacement cycles that plague metal or standard polymer systems.
The low friction coefficient of PTFE surfaces provides self-lubricating properties that reduce wear in mechanical systems. Moving parts, sliding surfaces, and bearing applications benefit from reduced maintenance requirements and extended operational lifespans when PTFE components replace traditional materials requiring external lubrication.
Manufacturing Excellence: The Purity Imperative
The performance gap between virgin and recycled PTFE cannot be overstated. While cost pressures may tempt buyers toward recycled alternatives, the mechanical strength, dimensional stability, and contamination risk differences present serious operational concerns.
Virgin PTFE material ensures consistent molecular weight distribution and absence of degraded polymer chains that compromise structural integrity. In applications where failure carries severe consequences—such as pharmaceutical processing or semiconductor manufacturing—only virgin material meets the purity standards required for contamination-free operation.
Manufacturing processes that utilize 100% virgin raw materials deliver superior mechanical properties and predictable performance across the material's service life. This approach eliminates the batch-to-batch variability common in recycled products, where unknown contamination histories and mixed polymer grades create unpredictable failure modes.
Shenzhen Xiongyihua Plastic Insulation Ltd. has built its reputation on this uncompromising material standard. Since its founding in 2006, the company has specialized in virgin PTFE sheet manufacturing, establishing quality control protocols that align with international certifications including ISO9001, SGS Material Certification, and RoHS Environmental Compliance. This certification framework ensures that every sheet produced meets the stringent requirements of global industrial applications.
Application Scenarios Driving PTFE Demand
The versatility of PTFE sheets manifests across diverse industrial sectors, each leveraging specific material properties to solve operational challenges.
Chemical processing equipment represents perhaps the most demanding application environment. Storage tanks, reactor vessel linings, and piping systems require materials that withstand constant exposure to corrosive substances while maintaining structural integrity. PTFE's chemical inertia prevents the contamination and degradation cycles that force premature equipment replacement in facilities using inadequate materials.
Food processing machinery must meet dual requirements: mechanical durability and absolute safety for direct food contact. PTFE sheets provide food-grade surfaces that resist bacterial growth, facilitate easy cleaning, and eliminate contamination risks. Conveyor components, cutting surfaces, and packaging equipment utilizing PTFE maintain hygiene standards while reducing friction-related downtime.
Electrical insulation applications exploit PTFE's exceptional dielectric strength. High-voltage transformers, switchgear, and power distribution equipment require insulation materials that prevent electrical arcing while resisting thermal degradation from sustained electrical loads. PTFE sheets fabricated to precise specifications provide the dimensional stability and insulation performance these critical systems demand.
Aerospace and automotive sectors increasingly adopt PTFE components for weight reduction initiatives. The material's strength-to-weight ratio enables replacement of heavier metal parts without sacrificing performance, contributing to fuel efficiency improvements and emission reduction targets that drive modern vehicle design.
Advanced Processing Capabilities Transform Raw Materials
Material excellence alone proves insufficient without precision fabrication capabilities. The transformation of PTFE sheets into finished components requires specialized processing equipment and technical expertise that many suppliers lack.
CNC machining of PTFE demands specific tooling and parameter optimization to prevent material deformation and achieve tight dimensional tolerances. Experienced manufacturers understand how PTFE's unique properties—including thermal expansion characteristics and tool interaction behavior—require adjusted cutting speeds, tool geometries, and cooling strategies compared to conventional plastics or metals.
Custom fabrication services that integrate material supply with precision processing deliver significant value to industrial customers. Rather than sourcing raw materials separately and managing secondary processing relationships, integrated manufacturers streamline the supply chain while ensuring compatibility between material specifications and fabrication requirements.
Xiongyihua Plastic's technical team processes custom designs from client drawings, offering comprehensive capabilities including CNC carving, laser engraving, precision cutting, bending, drilling, tapping, and welding. This one-stop "material plus processing" model reduces lead times and eliminates the communication gaps that emerge when multiple vendors handle sequential production stages.
The company's monthly production capacity of approximately 1000 tons, with 100 tons per month supply ability per product line, supports both prototype development and high-volume manufacturing requirements. This scalability proves critical for customers transitioning successful designs from pilot programs to full production deployment.
Quality Assurance Through Certification and Testing
In industries where material failure carries severe consequences, certification and testing protocols provide essential risk mitigation. Manufacturers claiming high-performance capabilities must substantiate these assertions through recognized third-party verification.
ISO9001 Quality Management System Certification demonstrates that manufacturing processes follow documented procedures with systematic quality controls at each production stage. This certification framework reduces batch-to-batch variation and ensures consistent output quality regardless of production volume fluctuations.
SGS Material Certification provides independent verification of material composition and performance characteristics. This testing confirms that PTFE sheets meet specified purity standards and mechanical properties, protecting customers from substandard materials that may appear acceptable during visual inspection but fail under operational stress.
RoHS Environmental Compliance Certification addresses the growing regulatory requirements around hazardous substance elimination. As global supply chains face increasing scrutiny regarding environmental impact, RoHS certification ensures that PTFE products contain no restricted materials that could trigger compliance violations or market access barriers.
These certifications, combined with CE Marking and ISO14001 Environmental Management System Certification, position manufacturers as reliable partners for customers operating under strict regulatory frameworks across multiple international markets.
Global Supply Chain Integration
The modern industrial purchasing landscape demands suppliers capable of supporting geographically dispersed operations with consistent product quality and reliable logistics.
Global distribution networks separate capable manufacturers from regional suppliers with limited reach. Companies serving international markets require established logistics partnerships, customs documentation expertise, and regional inventory management that enables reasonable lead times regardless of delivery destination.
Xiongyihua Plastic has established a sales and service network spanning Southeast Asia (Vietnam, Thailand, India), Europe (UK, France, Germany), Australia, and North America. This geographic coverage ensures that procurement managers can consolidate PTFE material sourcing through a single supplier relationship rather than managing multiple regional vendors with inconsistent product specifications.
The ability to support custom specification requirements across international operations provides additional strategic value. Engineering teams developing products for global markets need material suppliers who understand regional regulatory differences and can provide documentation supporting compliance in each target market.
The Future of High-Performance Polymer Applications
As industrial processes push toward higher operating temperatures, more aggressive chemical environments, and stricter contamination controls, the performance requirements for engineering materials continue to escalate. PTFE technology evolution focuses on enhanced purity levels, improved dimensional stability, and expanded processing capabilities that enable more complex geometries.
Composite material development represents one promising direction, with filled PTFE grades incorporating glass fibers, carbon, or graphite to enhance specific properties while maintaining the base polymer's chemical resistance and thermal stability. These engineered formulations enable PTFE deployment in applications previously requiring exotic metals or ceramics.
Sustainable manufacturing practices are transforming how virgin PTFE production addresses environmental concerns. While recycled content remains inappropriate for critical applications, process optimization reducing energy consumption and waste generation allows manufacturers to deliver high-purity products with improved environmental footprints.
The convergence of material science advancement and precision manufacturing capability positions professional integrated manufacturers as essential partners for industries navigating increasingly demanding operational requirements. Companies that combine material expertise, processing capabilities, and global supply chain infrastructure deliver the comprehensive solutions that modern industrial challenges require.
For procurement managers and engineering teams evaluating PTFE suppliers, the decision criteria extend beyond unit pricing to encompass material purity verification, fabrication capabilities, certification credentials, and supply chain reliability. Manufacturers demonstrating excellence across these dimensions—such as Shenzhen Xiongyihua Plastic Insulation Ltd.—provide the foundation for successful long-term material partnerships that support operational excellence and competitive advantage.
https://www.xyhplastic.com
Shenzhen XiongYiHua Plastic Insulation LTD.










+ There are no comments
Add yours